联系我们
X-RAY在BGA焊接质量检验中的应用_无损检测_美信检测
X-RAY,BGA,检验,IPC-A-610E,GJB 548B
前言
作为小型器件典范的BGA器件近些年来在电子产品中应用非常广泛,与QFP封装器件或PLCC封装器件相比,BGA器件具有引脚数目更多、引脚间电感及电容更小、引脚共面性好、电性能及散热性能好等诸多优点。虽然BGA器件有诸多方面的优点,但仍存在着无法改变的不足之处:即BGA器件在焊接完成之后,由于其焊点全部在器件本体腹底之下,因此既无法采用传统的目测方法观测检验全部焊点的焊接质量,也不能应用AOI(自动光学检验)设备对焊点外观做质量评判,目前通用的方式均采用X-ray检验设备对BGA器件焊点的物理结构进行检验。
X-RAY检验原理
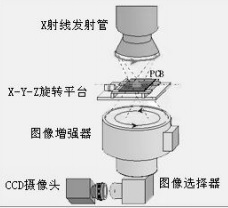
X-ray检验设备是基于X射线的影像原理,由X射线发生装置发出X射线,对被检验印制板组及BGA器件进行照射,利用X射线不能穿透锡、铅等密度大且厚的物质,可形成深色影像,而会轻易穿透印制板及塑料封装等密度小且薄的物质,不会形成影像的现象,实现对BGA器件焊接焊点的质量检验。X-RAY检测原理如下图所示:

焊点缺陷
a. 焊点缺陷种类
BGA器件焊点缺陷主要有焊料桥连、焊锡珠、空洞、错位、开路和焊料球丢失、焊接连接处破裂、虚焊等。
b.焊料桥连
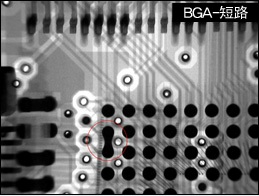
由于焊料桥连最终导致的结果就是电气短路,因此BGA器件焊接后,各相邻焊料球之间应无焊料桥连。这种缺陷在采用X-ray检验设备检验时比较明显,在影像区内可见焊料球与焊料球之间呈现连续的连接,容易观察和判断。
c.焊锡珠
焊锡珠是表面贴装过程中的主要缺陷之一,造成焊锡珠的原因有很多。这种缺陷在X-ray影像区内也易于识别,应用X-ray检验设备观察测量焊锡珠时,应主要注意其尺寸要求和位置要求,并且不违反最小电气间隙要求。
d.空洞
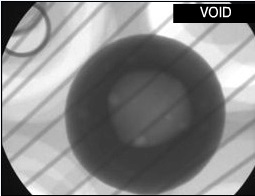
空洞在BGA器件焊接后是最常见的,因为往往许多BGA器件本身的焊料球就可能带有空洞或气孔,在回流焊接过程中,回流曲线设置不合理则更容易产生空洞。GJB 4907-2003与IPC-A-610E标准均对空洞做出了评判准则,但评判尺度存在差异。其中GJB 4907-2003中规定焊点空洞应不大于焊点体积的15%,而IPC-A-610E中规定X-ray影像区内任何焊料球的空洞应不大于25%。
e.虚焊
一般虚焊都是由于回流焊接过程不充分造成的。在回流焊接过程中,焊料球与锡膏没有形成良好地熔融,无法形成润湿良好的共晶体。虚焊是一种不容忽视的缺陷,容易造成器件脱落,影响器件的电气性能。虚焊缺陷也必须通过旋转X射线角度进行检验,从而及时采取有效措施避免它的发生。
典型图片
检测项目 图示 标准
BGA短路
BGA空洞
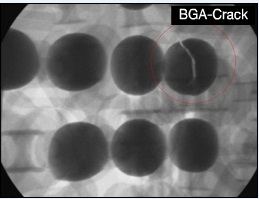
BGA锡球开裂
小结:
利用X-ray检验设备对BGA器件焊接质量进行检验是一种高性价比的检验手段。随着新技术的发展,超高分辨率、智能化的X-ray检验设备不仅会为BAG器件组装提供省时、省力、可靠的保障,也能够在电子产品故障分析中扮演重要的角色,提高故障排查效率。
参考文献
IPC-A-610E 电子组装件的验收标准
GJB 548B-2005 微电子器件试验方法和程序
GJB 4907-2003 球栅阵列封装器件组装通用要求
李柏东,《浅谈X—ray检验设备评判BGA器件焊接质量》,《科技创新与应用》2014年第24期
*** 结束 ***
MTT(美信检测)是一家从事材料及零部件品质检验、鉴定、认证及失效分析服务的第三方实验室,网址:,联系电话:400-850-4050。