联系我们
焊接工艺评定 >> 测试项目案例
焊接工艺评定是为了验证所拟定的焊接工艺的正确性而进行的试验过程及结果评价。其意义是保证焊接质量,确认各种焊接接头编制的焊接工艺指导书的正确性和合理性。通过焊接工艺评定,检验按拟订的焊接工艺指导书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠的依据。其适用范围有锅炉,压力容器,压力管道,建筑结构,船舶,航空航天,核能以及承重钢结构等钢制设备的制造、安装、检修工作。针对不同的焊接板材,根据已有的标准,查找出具体需要的工艺评定项目。常见的焊接工艺评定项目包括:外观检测、无损检测、拉伸试验、弯曲试验、冲击试验、宏观和微观金相观察、硬度试验等,每个评定项目需根据相应的标准来评判。所有评定项目合格后,编制焊接工艺评定报告(PQR)。
1. 案例背景
客户有一块母材为Q235B的对接焊缝试板需要做工艺评定,试板厚度为20mm,焊接方法为GMAW,评定标准为NB/T47014-2011承压设备焊接工艺评定规程。
2.评定方法简述
通过查询标准,该试板需要做外观检测、无损检测、力学性能试验和弯曲试验。
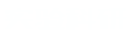
A.外观检测,该标准上的外观检测要求为焊缝及HAZ区域不能存在裂纹,通过对正反面焊缝进行观察,焊缝及HAZ不存在裂纹,合格。
B.射线检测,按照标准上要求,该焊缝的射线检验标准为JB/T4730.2-2005 AB级,验收级别为JB/T4730.2-2005 Ⅱ级,经检验,焊缝中存在四个直径为1mm气孔,不存在裂纹,合格。
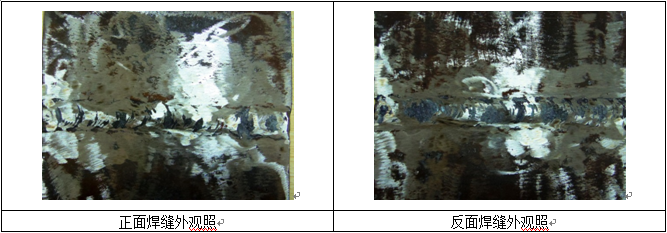
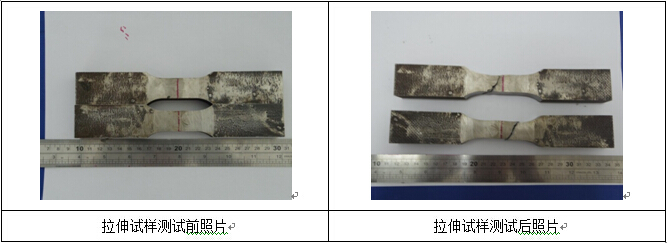
C.拉伸试验,按照标准要求,需要做两个横向拉伸试验,根据标准上的位置取样制样,按照GB/T 228规定的方法试验,经检验,两个试样的抗拉强度分别为501MPa和511MPa,大于母材的抗拉强度495MPa,断裂位置都在熔合线附近,合格。
D.弯曲试验,按照标准要求,需要做四个侧弯试验,根据标准上的位置取样制样,按照标准GB/T 2653进行试验,经试验,拉伸面上的焊缝和热影响区内,为发现有任何开口缺陷,合格。

3.焊接工艺报告的编写
①焊接工艺评定报告编号和日期。
②相应的焊接工艺指导书的编号。
③焊接方法。
④焊接接头形式。
⑤工艺试件母材的钢号、分类号、厚度、直径、质量证明书号和复验报告编号。
⑥焊接材料的牌号、类型、直径、质量证明书号。
⑦焊接位置。
⑧实际环境温度、相对湿度。
⑨预热温度、层间温度。
⑩焊后热处理温度和保温时间。
?每条焊道实际的焊接工艺参数和施焊技术。
?焊接接头外观和无损检验的结果。
?焊接接头的拉伸、弯曲、冲击韧度的试验报告编号和金相试验报告编号,试验方法的标推和试验结果,角焊缝的断面宏观检验结果。
?焊接工艺评定的结论。
?焊工姓名和钢印号。
?试验人员和报告审批人的签字和日期。
4.参考标准
NB/T47014-2011承压设备焊接工艺评定规程
JB/T4730.2-2005承压设备无损检测—射线检测
GB/T 228.1-2010 金属材料拉伸试验第一部分:室温试验方法
GB/T 2653-2008 焊接接头弯曲试验方法