联系我们
盘TA!BGA焊点质量检测!
由于IC芯片的特征尺寸要求越来越小,且复杂程度不断增加,使得企业开始寻求新的高密度封装技术,BGA封装技术应运而生。尽管BGA器件的性能和组装优于常规元器件,但BGA封装技术的发展仍受限于BGA焊点的质量和可靠性。
针对不同产品不同的焊点缺陷问题,需要选择适宜的检测方法。今天我们就来介绍一下BGA焊点缺陷或失效的几个常用的检测方法,帮助大家深入了解到不同检测方法的不同优势及典型案例,更好的进行选择。
非破坏性检测方法
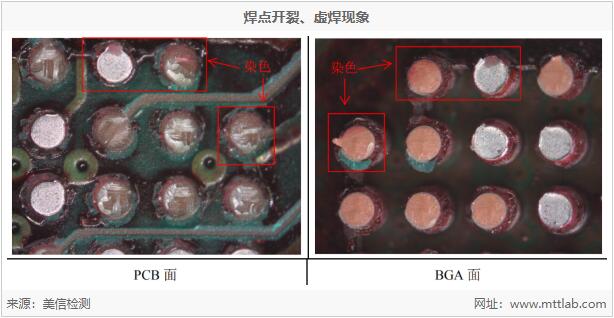
一、目视检测焊点质量
目视检测在整个电子产品生产过程中都可进行,通过高倍放大镜对焊点进行观察,从外观上初步检测焊点是否存在明显缺陷。
目的:能简便、快速、直接的对焊点进行观察,可以观察焊点外部有没有连焊、周围表面的情况等。
但目视检测的局限性很大,只能在没有检测设备的情况下,用作初步判断,无法判断焊点内部是否存在其他缺陷或焊点表面是否有空洞等。
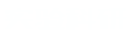
二、X-ray检测焊点质量
X-ray检测是一种无损的物理透视方法,即为在不破坏芯片情况下,利用X射线透视元器件,检测元器件的内部封装情况,如气泡、裂纹、绑定线异常等。
2DX-ray
对于样品无法以目视方式检测的位置,利用纪录X-ray穿透不同密度物质后其光强度的变化,产生的对比效果可形成影像即可显示出待测物的内部结构,进而可在不破坏待测物的情况下观察待测物内部有问题的区域。
目的:通过X射线扫描能快速、有效的观察,能判别空焊,虚焊等BGA焊接缺陷,BGA、线路板等内部位移的分析,架桥、短路方面的缺点等。
但2DX-ray存在一定的局限性,只能观察二维平面图像,原理是将三维立体的实物样品显示在二维的显示屏上成像,对于结构复杂的产品,不同深度方向上的信息都重叠在一起,极易混淆。例如,在同一位置的不同面均存在元器件的情况下,焊锡形成的阴影会重叠起来,影响检测结果的准确性,因此,对于结构复杂的产品常用作初步、快速判定。
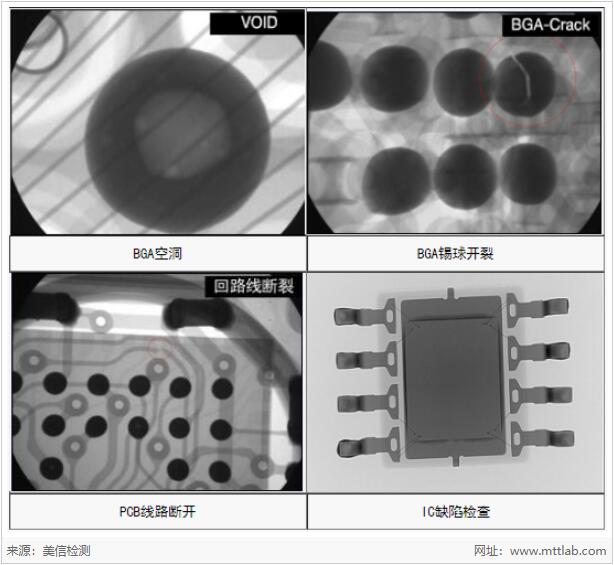
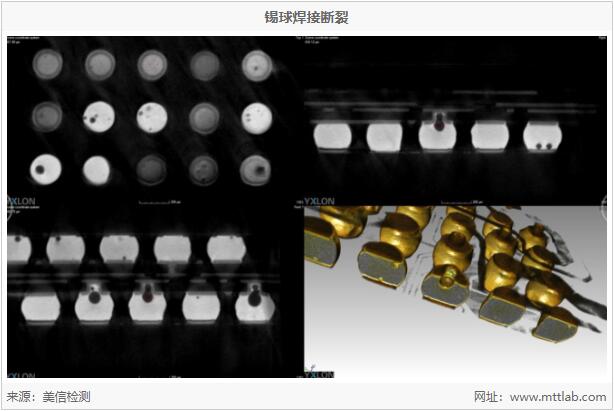
3DX-ray(CT扫描)
3DX-ray很好的解决了2D X-ray的局限性问题,能够呈现三维立体图像,且具有高密度分辨率和高空间分辨率,还能实现模拟断层扫描图像等。对于BGA焊点的缺陷问题能完美的解决。
目的:可以清晰、准确的观察BGA焊点的焊接质量和结构缺陷,还能显示出缺陷在焊接内部的形状、位置和大小。
在上述的非破坏性检测方法对焊点缺陷进行检测的过程中,目视检测和2DX-ray均存在局限性,而3DX-ray(CT扫描)是目前最先进的无损检测技术能完美解决焊点缺陷问题,但测试费用较昂贵,如产品可以被破坏,则可以使用接下来要讲的破坏性检测方法来进行测试。
破坏性检测方法
三、红墨水试验检测焊点质量
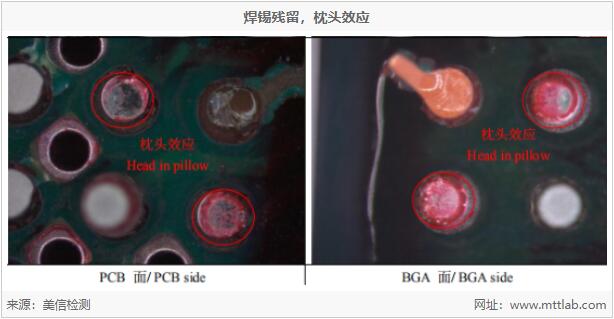
红墨水试验适用于验证印刷电路板上BGA及IC的焊接情况。通过观察、分析PCB及IC组件的焊点染色情况,从而对焊接开裂情况进行判定。
红墨水试验的原理是利用液体的渗透性。将焊点置于红色染剂中,让染料渗入焊点裂纹,干燥后将焊点强行分离,通过观察开裂处界面颜色状态来判断焊点是否断裂。简单来说,分为五步:切割 → 渗透 → 烘干 → 分离 → 观察 。
目的:一般来说红墨水测试比较能够看到一整颗BGA底下的所有锡球的焊锡现象。是一种常用的电子组装焊接质量的分析手段,可以考察电子零件的焊接工艺是否存在虚焊,假焊,裂缝等瑕疵。
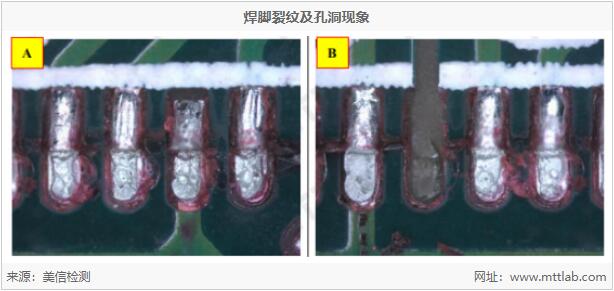
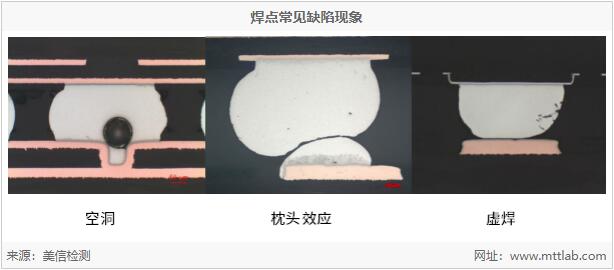
四、切片分析焊点质量
切片分析是进行PCB/PCBA失效分析的重要技术,切片分析较之红墨水试验更为费时,切片分析的流程:取样→清洗→真空镶嵌→研磨→抛光→微蚀(如有必要)→分析。切片质量的好坏将直接影响失效部位确认的准确性,因此对检测人员的能力要求很高。
切片分析
目的:既能用于检查PCBA焊点内部空洞,界面结合状况,润湿质量评价等,还能对电路板品质的好坏进行检验。
SEM&EDS联用
在切片分析的基础上,想要进一步了解焊点缺陷产生的原因,可以采用SEM&EDS对焊点的失效原因进行分析。
#p#分页标题#e#通过以上的几种焊点缺陷检测方法的介绍相信大家能够根据自身的需要进行最适宜的选择,美信检测实验室能提供上述所有的焊点检测服务,愿为您的产品质量保驾护航!
最后,在电路板产品生产的过程中如何对BGA焊接工艺进行改进呢?我们提供了以下的措施供大家参考交流:
BGA焊接工艺改进措施
①电路板、芯片预热,去除潮气,对托盘封装的BGA要在焊接前以120℃烘烤4~6 h。
②清洁焊盘,将留在PCB表面的助焊剂、焊锡膏清理掉。
③涂焊锡膏、助焊剂必须使用新鲜的辅料,涂抹均匀,焊膏必须搅拌均匀,焊膏黏度和涂抹的焊膏量必须适当,才能保证焊料熔化过程中不连焊。
④贴片时必须使BGA芯片上的每一个焊锡球与PCB上每一个对应的焊点对正。
⑤在回流焊过程中,要正确选择各区的加热温度和时间,同时应注意升温的速度。一般,在100℃前,最大的升温速度不超过6℃/s,100℃以后最大的升温速度不超过3℃/s,在冷却区,最大的冷却速度不超过6℃/s。因为过高的升温和降温速度都可能损坏PCB和芯片,这种损坏有时是肉眼不能观察到的。同时,对不同的芯片、不同的焊锡膏,应选择不同的加热温度和时间;对免洗焊膏,其活性低于非免洗焊膏,因此,焊接温度不宜过高,焊接时间不宜过长,以防止焊锡颗粒的氧化。
⑥在进行PCB设计时,PCB上BGA的所有焊点的焊盘应设计成一样大,如果某些过孔必须设计到焊盘下面,也应当找合适的PCB厂家,确保所有焊盘大小一致,焊盘上焊锡一样多且高度一致。
参考文献
《BGA焊接可靠性分析及工艺改进》赵国玉、廖华冲、朱文兵
《 BGA 空洞形成的机理及对焊点可靠性的影响》王文利、梁永生
《PCB焊点失效以及无铅BGA返修工艺分析》ZHAO shuai feng
IPC-国际电子工业联接协会. IPC-A-610D 印制板组装件验收条件